Inhaltsübersicht
Einführung
Im Bereich der Präzisionsbearbeitung spielt die Genauigkeit der Werkzeugpositionierung eine entscheidende Rolle für das Erreichen der gewünschten Ergebnisse. Selbst die kleinste Abweichung kann zu Unvollkommenheiten führen, die die Qualität des Werkstücks beeinträchtigen und möglicherweise kostspielige Nacharbeit oder Ausschuss zur Folge haben. Um diese Herausforderung zu meistern, ist die Werkzeuglängenkompensation (TLC) eine unverzichtbare Technik, die eine präzise Werkzeugpositionierung während des gesamten Bearbeitungsprozesses gewährleistet. Dieser umfassende Leitfaden befasst sich mit den Feinheiten der TLC und erläutert ihre Mechanismen, Vorteile und bewährten Verfahren, um Maschinenbediener und Ingenieure gleichermaßen zu unterstützen.
Verstehen der Werkzeuglängenkompensation
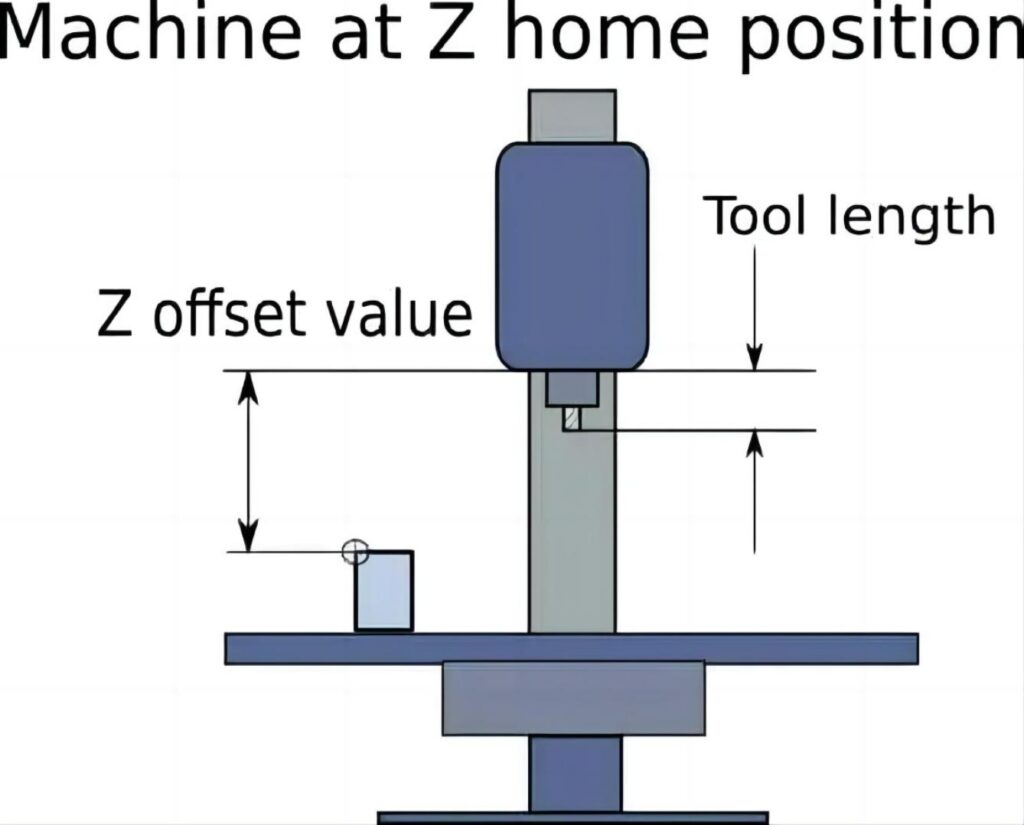
Die Werkzeuglängenkompensation, oft abgekürzt als TLC, ist ein grundlegendes Konzept in der CNC-Bearbeitung (Computer Numerical Control). Sie beinhaltet die Herstellung und Aufrechterhaltung eines präzisen Verhältnisses zwischen der programmierten Werkzeugposition und seiner tatsächlichen Position innerhalb der Schneidzone. Diese kritische Anpassung berücksichtigt Schwankungen in der Werkzeuglänge und stellt sicher, dass die Werkzeugspitze genau auf den gewünschten Schnittweg ausgerichtet ist.
Die Notwendigkeit für TLC ergibt sich aus den inhärenten Diskrepanzen zwischen der theoretischen Werkzeuglänge, die im CAM-Programm definiert ist, und der tatsächlichen Länge des in der Maschinenspindel montierten Werkzeugs. Diese Diskrepanzen entstehen durch Faktoren wie Werkzeugverschleiß, thermische Ausdehnung und Variationen der Werkzeughaltergeometrie. Ohne TLC würden sich diese Abweichungen kumulieren und zu Ungenauigkeiten bei den endgültigen Bearbeitungsmaßen führen.
TLC spielt eine zentrale Rolle bei der Sicherstellung der folgenden Punkte:
- Maßgenauigkeit:Durch die Kompensation von Werkzeuglängenschwankungen garantiert TLC, dass die bearbeiteten Merkmale mit den vorgegebenen Abmessungen übereinstimmen, wodurch die Gesamtpräzision des Werkstücks erhöht wird.
- Tool Life Enhancement:Indem TLC verhindert, dass das Werkzeug mit dem Werkstück kollidiert oder das Material überschneidet, verlängert es die Lebensdauer des Werkzeugs, minimiert den Werkzeugbruch und reduziert die Häufigkeit der Werkzeugwechsel.
- Geringere Nacharbeit und weniger Ausschuss:Durch die Gewährleistung einer genauen Werkzeugpositionierung minimiert TLC das Auftreten von Maßfehlern und reduziert so die Notwendigkeit von Nacharbeit oder Verschrottung fehlerhafter Teile.
Arten der Werkzeuglängenkompensation
Bei der CNC-Bearbeitung werden hauptsächlich zwei Arten der Werkzeuglängenkompensation eingesetzt:
- Absolute Werkzeuglängenkompensation:Bei dieser Methode wird die genaue Länge jedes Werkzeugs in Bezug auf einen festen Bezugspunkt, in der Regel den Bezugspunkt der Maschine, definiert. Die CNC-Steuerung nutzt diese Informationen, um die Werkzeugposition entsprechend anzupassen und sicherzustellen, dass die Werkzeugspitze genau mit dem programmierten Schneidweg übereinstimmt.
- Relative Werkzeuglängenkompensation:Bei diesem Ansatz wird ein Referenzwerkzeug festgelegt und die Längen der anderen Werkzeuge mit dieser Referenz verglichen. Die CNC-Steuerung nutzt diese relativen Längenunterschiede, um die Werkzeugpositionen entsprechend anzupassen und die genaue Werkzeugpositionierung während des gesamten Bearbeitungsprozesses beizubehalten.
Die Wahl zwischen absoluter und relativer Werkzeuglängenkompensation hängt von der jeweiligen Bearbeitungsanwendung und den Präferenzen des Bedieners ab. Die absolute Kompensation bietet eine höhere Präzision, während die relative Kompensation die Werkzeugeinrichtung und -verwaltung vereinfacht.
Wie funktioniert die Werkzeuglängenkompensation?
Das Prinzip der Werkzeuglängenkompensation liegt in der Fähigkeit der CNC-Steuerung, die Werkzeugposition auf der Grundlage der festgelegten Kompensationswerte zu manipulieren. Dieser Prozess umfasst in der Regel die folgenden Schritte:
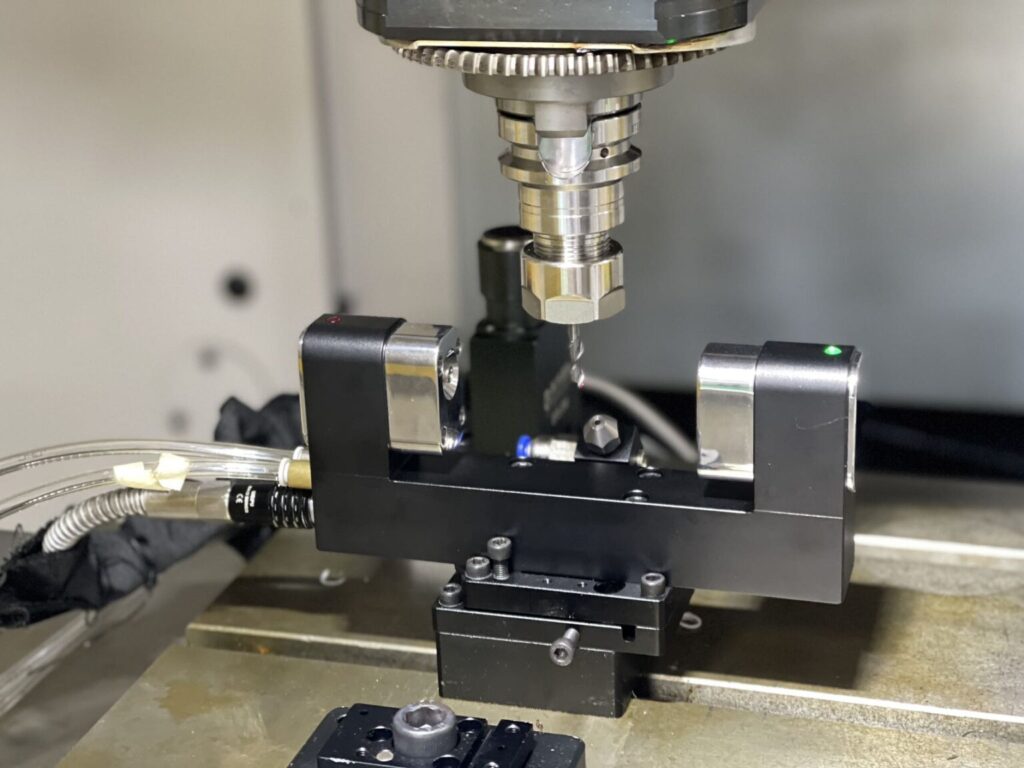
- Messung der Werkzeuglänge:Die Werkzeuglänge wird mit einem präzisen Messgerät gemessen, z. B. mit einem Messtaster oder eine Lasersensor. Die gemessene Länge wird dann in die CNC-Steuerung eingegeben.
- Berechnung des Kompensationswertes:Die CNC-Steuerung berechnet den Korrekturwert auf der Grundlage der gemessenen Werkzeuglänge und der programmierten Werkzeugposition. Dieser Wert stellt den Betrag dar, um den die Werkzeugposition korrigiert werden muss.
- Einstellung der Werkzeugposition:Die CNC-Steuerung wendet den berechneten Kompensationswert auf die programmierte Werkzeugposition an, wodurch das Werkzeug effektiv auf seine tatsächliche Position innerhalb der Schneidzone verschoben wird.
Dieses Verfahren stellt sicher, dass die Werkzeugspitze genau auf den gewünschten Schnittweg ausgerichtet ist, unabhängig von eventuellen Abweichungen in der Werkzeuglänge.
Vorteile der Implementierung der Werkzeuglängenkompensation
Die Implementierung der Werkzeuglängenkompensation bietet eine Vielzahl von Vorteilen, die die Effizienz und Präzision von CNC-Bearbeitungsvorgängen erhöhen:
- Verbesserte Genauigkeit:TLC verbessert die Maßgenauigkeit der bearbeiteten Teile erheblich, indem es die durch Werkzeuglängenschwankungen verursachten Fehler eliminiert.
- Reduzierte Bearbeitungszeit:Durch die Minimierung von Werkzeugkollisionen und Überschneidungen reduziert TLC die Bearbeitungszeit, was zu einer höheren Produktivität führt.
- Verlängerte Lebensdauer der Werkzeuge:TLC schützt die Werkzeuge vor Schäden durch unsachgemäße Positionierung, verlängert die Lebensdauer der Werkzeuge und senkt die Kosten für den Austausch von Werkzeugen.
- Geringere Nacharbeit und weniger Ausschuss:TLC minimiert Maßfehler und reduziert so die Notwendigkeit von Nacharbeit oder Verschrottung fehlerhafter Teile.
- Verbesserte Prozesskonsistenz:TLC gewährleistet eine gleichbleibende Teilequalität und Wiederholbarkeit bei aufeinanderfolgenden Bearbeitungsvorgängen.
Bewährte Praktiken für die Werkzeuglängenkompensation
Eine wirksame Nutzung der Werkzeuglängenkompensation kann durch die Einhaltung der folgenden bewährten Verfahren erreicht werden:
- Präzise Messung der Werkzeuglänge:Verwenden Sie präzise Messtechniken, um die Genauigkeit der Werkzeuglängenmessungen zu gewährleisten.
- Regelmäßige Vergütungs-Updates:Aktualisieren Sie regelmäßig die Werte für die Werkzeuglängenkompensation, um Werkzeugverschleiß und andere Änderungen zu berücksichtigen.
- Festlegung eines Entschädigungsverfahrens:Implementieren Sie ein standardisiertes Verfahren zum Messen, Eingeben und Aktualisieren von Werkzeuglängenkompensationswerten.
- Schulung und Ausbildung der Bediener:Angemessene Schulung der Bediener in den Grundsätzen und der Anwendung der Werkzeuglängenkompensation.
- Nutzen Sie die Automatisierungsfunktionen:Viele moderne CNC-Maschinen bieten automatische Funktionen zur Messung der Werkzeuglänge. Nutzen Sie diese Funktionen, um den Prozess zu rationalisieren und Bedienerfehler zu minimieren.
- Werkzeugvoreinstellung implementieren:Erwägen Sie den Einsatz eines Werkzeugvoreinstellgeräts zur Offline-Messung von Werkzeuglänge und -durchmesser. Dieser Ansatz gewährleistet konsistente und genaue Messungen, unabhängig von der Einrichtung der CNC-Maschine.
- Änderungen überwachen und dokumentieren:Führen Sie Aufzeichnungen über die Messung der Werkzeuglänge und die Aktualisierung der Kompensation. Diese Dokumentation erleichtert die Verfolgung des Werkzeugverschleißes und die Identifizierung möglicher Probleme.
- Fehlerbehandlung und Sicherheit:Implementieren Sie Verfahren zur Fehlerbehandlung, um Unstimmigkeiten bei der Messung der Werkzeuglänge zu erkennen und Bearbeitungsfehler zu vermeiden. Setzen Sie außerdem Sicherheitsprotokolle ein, um einen sicheren Werkzeugwechsel zu gewährleisten und das Verletzungsrisiko für den Bediener zu minimieren.
Häufige Fragen zur Werkzeuglängenkompensation
A: Wie stellt man den Wert für die Werkzeuglängenkompensation ein?
Zum Einstellen des Werkzeuglängenkompensationswerts müssen Sie normalerweise das CNC-Bedienfeld aufrufen und zum Menü "Werkzeugkorrektur" navigieren. Die spezifischen Schritte können je nach CNC-Maschinenmodell und Steuerungssystem variieren. Detaillierte Anweisungen finden Sie im Benutzerhandbuch der Maschine.
B: Werkzeuglängenkompensation und Werkzeugverschleiß
Während der Bearbeitung tritt unweigerlich Werkzeugverschleiß auf, der die effektive Länge des Werkzeugs allmählich verringert. Um eine genaue Bearbeitung zu gewährleisten, ist es wichtig, den Wert für die Werkzeuglängenkompensation regelmäßig zu aktualisieren. Dies kann durch Messen der abgenutzten Werkzeuglänge und Eingabe des neuen Wertes in die CNC-Steuerung erfolgen. Alternativ dazu bieten einige CNC-Maschinen automatische Verschleißüberwachungsfunktionen, die den Kompensationswert dynamisch anpassen können.
C: Andere Überlegungen
Obwohl die Werkzeuglängenkompensation bei der CNC-Bearbeitung eine wichtige Rolle spielt, müssen auch andere Faktoren berücksichtigt werden, die die Bearbeitungsgenauigkeit beeinflussen können. Dazu gehören:
- Geometrie der Maschine:Schwankungen in der Maschinengeometrie, wie z. B. Spindelrundlauf oder Kugelumlaufspindelverschleiß, können zu Ungenauigkeiten führen. Eine regelmäßige Maschinenkalibrierung ist entscheidend, um diese Auswirkungen zu minimieren.
- Materialeigenschaften:Die thermische Ausdehnung des Werkstücks durch die Bearbeitungswärme kann zu Maßabweichungen führen. Die Verwendung geeigneter Bearbeitungsparameter und Kühlmittel hilft, dieses Problem zu mindern.
- Auswahl der Werkzeuge:Die Wahl des richtigen Werkzeugs für den jeweiligen Werkstoff und die Bearbeitungsanwendung ist entscheidend für optimale Leistung und Genauigkeit.
Schlussfolgerung
Die Werkzeuglängenkompensation ist ein Eckpfeiler der Präzision bei der CNC-Bearbeitung. Durch das Verständnis ihrer Prinzipien, Vorteile und besten Praktiken können Zerspaner diese leistungsstarke Technik nutzen, um eine gleichbleibende Teilequalität zu erreichen, Fehler zu minimieren und die allgemeine Bearbeitungseffizienz zu verbessern. Durch kontinuierliches Lernen und die Umsetzung der in diesem Leitfaden beschriebenen Best Practices können Zerspaner das volle Potenzial der Werkzeuglängenkompensation ausschöpfen und ihre CNC-Bearbeitungsfähigkeiten auf ein neues Niveau heben.
Jede Frage, willkommen zu kontaktieren mit Qidu Metrologie Team für genauere Informationen.

