جدول المحتويات
مقدمة
في مجال التصنيع الآلي الدقيق، تلعب دقة تحديد موضع الأداة دورًا محوريًا في تحقيق النتائج المرجوة. حتى أقل انحراف يمكن أن يؤدي إلى عيوب، مما يضر بجودة الشُّغْلَة وقد يؤدي إلى إعادة صياغة مكلفة أو خردة. ولمواجهة هذا التحدي، يبرز تعويض طول الأداة (TLC) كتقنية لا غنى عنها تضمن دقة تحديد موضع الأداة طوال عملية التصنيع الآلي. يتعمق هذا الدليل الشامل في تعقيدات تعويض طول الأداة (TLC)، ويكشف عن آلياته وفوائده وأفضل الممارسات لتمكين الميكانيكيين والمهندسين على حد سواء.
فهم تعويض طول الأداة
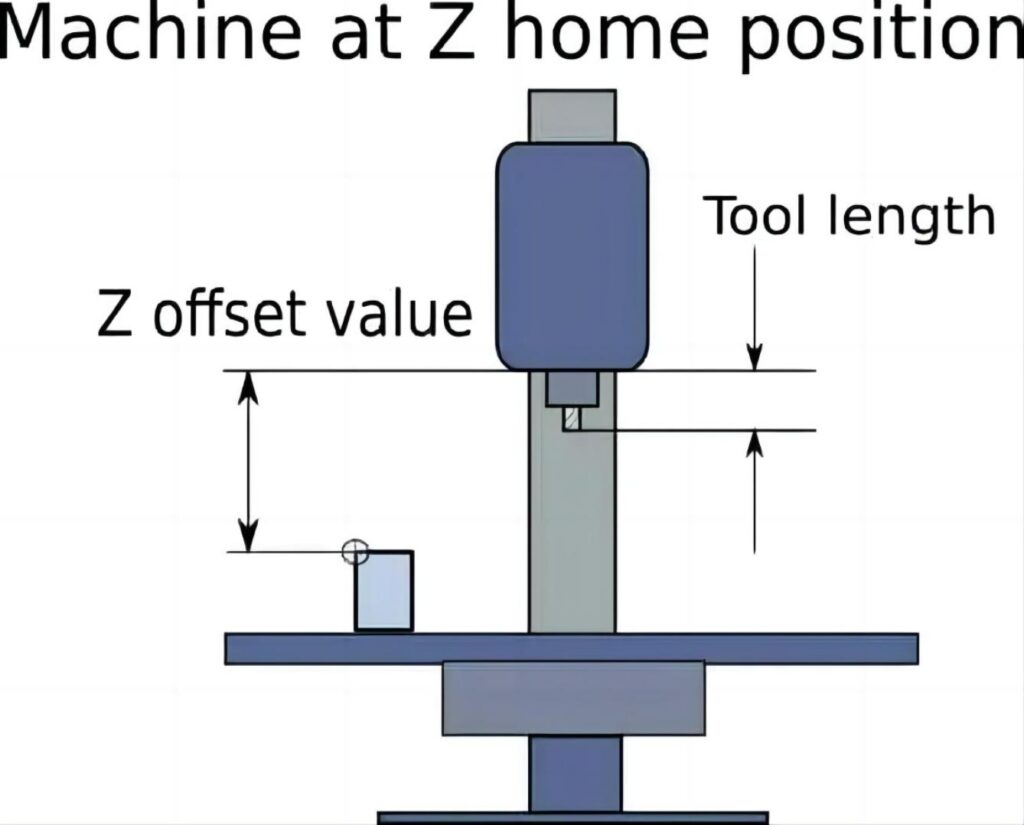
يعد تعويض طول الأداة، الذي غالبًا ما يُعرف اختصارًا باسم TLC، مفهومًا أساسيًا في التصنيع الآلي باستخدام الحاسب الآلي (CNC). وهو يستلزم إنشاء علاقة دقيقة بين موضع الأداة المبرمجة وموضعها الفعلي داخل منطقة القطع والحفاظ عليها. يمثل هذا التعديل الحاسم الاختلافات في طول الأداة، مما يضمن محاذاة طرف الأداة بدقة مع مسار القطع المطلوب.
تنبع الحاجة إلى TLC من التباينات المتأصلة بين الطول النظري للأداة المحددة في برنامج CAM والطول الفعلي للأداة المركبة في مغزل الماكينة. تنشأ هذه التباينات من عوامل مثل تآكل الأداة والتمدد الحراري والتغيرات في هندسة حامل العِدَّة. بدون TLC، سوف تتراكم هذه الانحرافات، مما يؤدي إلى عدم الدقة في الأبعاد النهائية للتصنيع الآلي.
تلعب TLC دوراً محورياً في ضمان ما يلي:
- دقة الأبعاد:من خلال التعويض عن اختلافات طول الأداة، يضمن TLC أن الميزات المشغولة آليًا تتوافق مع الأبعاد المحددة، مما يعزز الدقة الكلية لقطعة العمل.
- أداة تحسين الحياة اليومية:من خلال منع الأداة من الاصطدام بقطعة العمل أو الإفراط في قطع المواد، يعمل TLC على إطالة عمر الأداة، مما يقلل من كسر الأداة ويقلل من تكرار تغيير الأداة.
- تقليل إعادة العمل والخردة:من خلال ضمان دقة تحديد موضع الأداة بدقة، يقلل TLC من حدوث أخطاء الأبعاد، مما يقلل من الحاجة إلى إعادة العمل أو إلغاء الأجزاء المعيبة.
أنواع تعويض طول الأداة
يتم استخدام نوعين أساسيين من تعويض طول الأداة في التصنيع الآلي باستخدام الحاسب الآلي:
- تعويض طول الأداة المطلق:تنطوي هذه الطريقة على تحديد الطول الدقيق لكل أداة بالنسبة لنقطة مرجعية ثابتة، وعادةً ما تكون مسند الماكينة. تستخدم وحدة التحكم الرقمي باستخدام الحاسب الآلي هذه المعلومات لضبط موضع الأداة وفقًا لذلك، مما يضمن محاذاة طرف الأداة بدقة مع مسار القطع المبرمج.
- تعويض الطول النسبي للأداة:يتضمن هذا النهج إنشاء أداة مرجعية ومقارنة أطوال الأدوات الأخرى بهذا المرجع. تستخدم وحدة التحكم بنظام التحكم الرقمي باستخدام الحاسب الآلي هذه الاختلافات النسبية في الطول لضبط مواضع الأدوات وفقًا لذلك، مما يحافظ على دقة تحديد موضع الأداة طوال عملية التصنيع الآلي.
يعتمد الاختيار بين التعويض المطلق والتعويض النسبي لطول الأداة على التطبيق المحدد للتصنيع الآلي وتفضيلات المشغل. يوفر التعويض المطلق دقة أكبر، بينما يعمل التعويض النسبي على تبسيط إعداد الأداة وإدارتها.
كيف يعمل تعويض طول الأداة؟
يكمن المبدأ الكامن وراء تعويض طول الأداة في قدرة وحدة التحكم الرقمي للماكينات بنظام التحكم الرقمي على معالجة موضع الأداة بناءً على قيم التعويض المحددة. تتضمن هذه العملية عادةً الخطوات التالية:
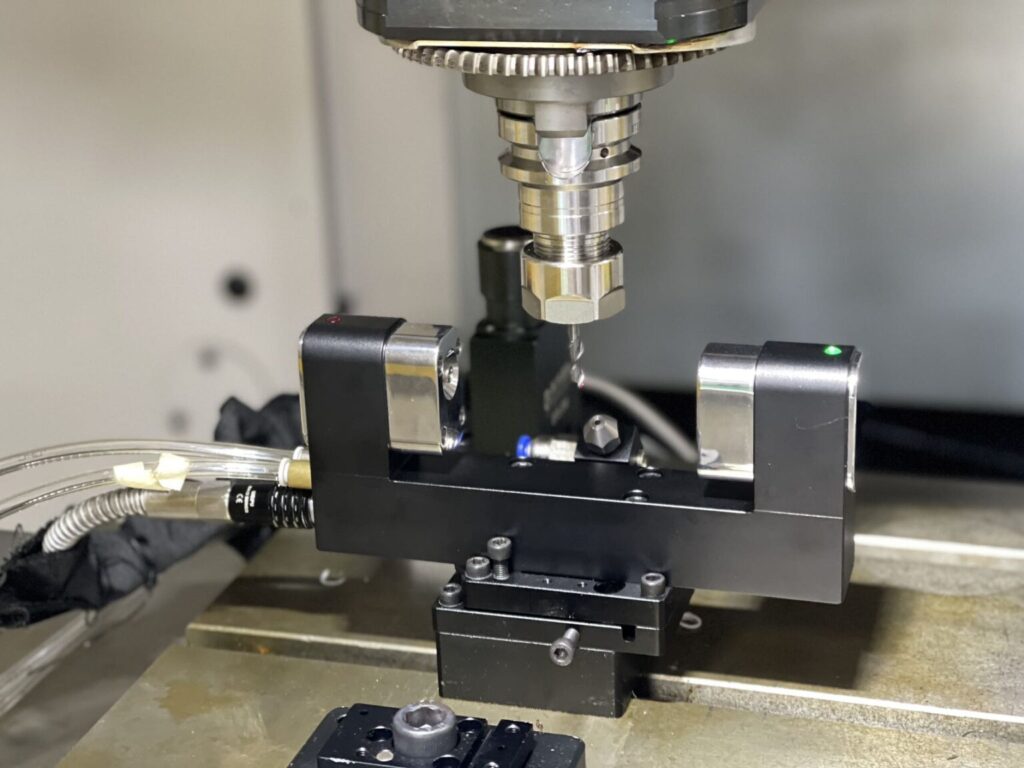
- قياس طول الأداة:يتم قياس طول الأداة باستخدام جهاز قياس دقيق، مثل مسبار اللمس أو مستشعر الليزر. يتم بعد ذلك إدخال الطول المقاس في وحدة التحكم CNC.
- حساب قيمة التعويض:تحسب وحدة التحكم CNC قيمة التعويض بناءً على طول الأداة المقاس وموضع الأداة المبرمج. تمثل هذه القيمة المقدار الذي يجب تعديل موضع الأداة به.
- تعديل موضع الأداة:تطبق وحدة التحكم بنظام التحكم الرقمي باستخدام الحاسب الآلي قيمة التعويض المحسوبة على موضع الأداة المبرمجة، مما يؤدي فعليًا إلى تحويل الأداة إلى موضعها الفعلي داخل منطقة القطع.
تضمن هذه العملية محاذاة طرف الأداة بدقة مع مسار القطع المطلوب، بغض النظر عن أي اختلافات في طول الأداة.
فوائد تنفيذ تعويض طول الأداة
يوفر تنفيذ تعويض طول الأداة العديد من الفوائد التي تعزز كفاءة ودقة عمليات التصنيع الآلي باستخدام الحاسب الآلي:
- دقة محسّنة:تعمل TLC على تحسين دقة أبعاد القِطع الميكانيكية بشكل كبير من خلال التخلص من الأخطاء الناجمة عن اختلافات طول الأداة.
- تقليل وقت التصنيع:من خلال تقليل تصادمات الأدوات والقطع الزائد، يقلل TLC من وقت التصنيع الآلي، مما يؤدي إلى زيادة الإنتاجية.
- عمر الأدوات الممتد:يعمل TLC على حماية الأدوات من التلف الناتج عن التموضع غير السليم، مما يطيل من عمر الأدوات ويقلل من تكاليف استبدال الأدوات.
- تقليل إعادة العمل والخردة:يقلل TLC من الأخطاء في الأبعاد، مما يقلل من الحاجة إلى إعادة العمل أو إلغاء الأجزاء المعيبة.
- تحسين اتساق العملية:يضمن TLC اتساق جودة القِطع وقابلية التكرار عبر عمليات التصنيع المتتالية.
أفضل الممارسات لتعويض طول الأداة
يمكن تحقيق الاستخدام الفعال لتعويض طول الأداة من خلال الالتزام بأفضل الممارسات التالية:
- قياس دقيق لطول الأداة:استخدام تقنيات قياس دقيقة لضمان دقة قياسات طول الأداة.
- تحديثات التعويضات المنتظمة:قم بتحديث قيم تعويض طول الأداة بانتظام لمراعاة تآكل الأداة والتغيرات الأخرى.
- وضع إجراءات التعويض:تنفيذ إجراء موحد لقياس قيم تعويض طول الأداة وإدخالها وتحديثها.
- تدريب المشغلين وتثقيفهم:توفير التدريب الكافي للمشغلين على مبادئ وتطبيق تعويض طول الأداة.
- الاستفادة من ميزات الأتمتة:توفر العديد من ماكينات التحكم الرقمي الحديثة إمكانات قياس طول الأداة آليًا. استفد من هذه الميزات لتبسيط العملية وتقليل أخطاء المشغل.
- تنفيذ الضبط المسبق للأداة:ضع في اعتبارك تنفيذ جهاز ضبط مسبق للأداة لقياس طول الأداة وقطرها دون اتصال بالإنترنت. يضمن هذا النهج قياسات متسقة ودقيقة، مستقلة عن إعداد ماكينة التحكم الرقمي باستخدام الحاسوب.
- مراقبة التغييرات وتوثيقها:الاحتفاظ بسجل لقياسات طول الأداة وتحديثات التعويض. يسهل هذا التوثيق تتبع تآكل الأداة وتحديد المشكلات المحتملة.
- معالجة الأخطاء والسلامة:تنفيذ إجراءات معالجة الأخطاء لاكتشاف التباينات في قياسات طول الأداة ومنع أخطاء التصنيع الآلي. بالإضافة إلى ذلك، قم بإعطاء الأولوية لبروتوكولات السلامة لضمان التغييرات الآمنة للأدوات وتقليل مخاطر إصابة المشغل.
أسئلة شائعة حول تعويض طول الأداة
A: كيف يمكن ضبط قيمة تعويض طول الأداة؟
يتضمن ضبط قيمة تعويض طول الأداة عادةً الوصول إلى لوحة تحكم CNC والانتقال إلى قائمة إزاحة الأداة. قد تختلف الخطوات المحددة اعتمادًا على طراز ماكينة CNC ونظام التحكم. ارجع إلى دليل مستخدم الماكينة للحصول على تعليمات مفصلة.
B: تعويض طول الأداة وتآكل الأداة
يحدث تآكل الأداة حتمًا أثناء التصنيع الآلي، مما يقلل تدريجيًا من الطول الفعال للأداة. للحفاظ على دقة التصنيع الآلي، من الضروري تحديث قيمة تعويض طول الأداة بشكل دوري. يمكن القيام بذلك عن طريق قياس طول الأداة البالية وإدخال القيمة الجديدة في وحدة التحكم بنظام التحكم الرقمي باستخدام الحاسب الآلي. وبدلاً من ذلك، توفر بعض ماكينات التحكم الرقمي باستخدام الحاسب الآلي ميزات مراقبة التآكل التلقائية التي يمكنها ضبط قيمة التعويض ديناميكيًا.
C: اعتبارات أخرى
في حين أن تعويض طول الأداة يلعب دورًا حيويًا في التصنيع الآلي باستخدام الحاسب الآلي، فمن الضروري الاعتراف بالعوامل الأخرى التي يمكن أن تؤثر على دقة التصنيع الآلي. وتشمل هذه العوامل:
- هندسة الماكينة:يمكن أن تؤدي الاختلافات في هندسة الماكينة، مثل انحراف عمود الدوران أو تآكل اللولب الكروي، إلى حدوث أخطاء. المعايرة المنتظمة للماكينة أمر بالغ الأهمية لتقليل هذه التأثيرات.
- خواص المواد:يمكن أن يتسبب التمدد الحراري لقطعة الشُّغْلَة بسبب حرارة التشغيل الآلي في حدوث انحرافات في الأبعاد. يساعد استخدام معلمات التصنيع الآلي ومواد التبريد المناسبة على تخفيف هذه المشكلة.
- اختيار الأداة:يعد اختيار الأداة المناسبة للمادة وتطبيق التصنيع أمرًا ضروريًا لتحقيق الأداء والدقة المثلى.
الخاتمة
يمثل تعويض طول الأداة حجر الزاوية في دقة الماكينات بنظام التحكم الرقمي. من خلال فهم مبادئها وفوائدها وأفضل ممارساتها، يمكن للميكانيكيين الاستفادة من هذه التقنية القوية لتحقيق جودة القِطع المتسقة وتقليل الأخطاء وتعزيز كفاءة الماكينات بشكل عام. من خلال التعلّم المستمر وتنفيذ أفضل الممارسات الموضحة في هذا الدليل، يمكن للميكانيكيين إطلاق الإمكانات الكاملة لتعويض طول الأداة ورفع قدرات الماكينات بنظام التحكم الرقمي إلى آفاق جديدة.
أي استفسار، مرحبًا بك للتواصل مع كيدو للمقاييس الفريق للحصول على معلومات أكثر تفصيلاً.

