
جدول المحتويات
مقدمة
يمكن لمسبار الماكينة بنظام التحكم الرقمي الذي يفشل في التشغيل أن يقطع عملية تصنيع آلي مستقرة. تتحرك الماكينة إلى السطح، ويلامس القلم الجزء، وتنتظر وحدة التحكم إشارة لا تصل أبدًا. عند هذه النقطة، تتوقف الدورة، ولا يتم تحديث الإزاحات، ويتعين على المشغل التدخل.
هذا الوضع شائع في الورش حيث يتم استخدام مسبار الماكينات بنظام التحكم الرقمي بشكل متكرر لإعداد الأدوات، ومحاذاة الشُّغْلة، والقياس أثناء العملية. كلما زاد عدد مرات تشغيل دورات السبر، أصبحت مشكلات الموثوقية الصغيرة أكثر وضوحًا. قد لا تتسبب الوصلة المفكوكة أو التلوث البسيط أو ضوضاء الإشارة في حدوث مشاكل على الفور، ولكن بمرور الوقت تؤدي إلى تشغيل غير متسق.
يركز هذا الدليل على الخطوات العملية لاستكشاف الأعطال وإصلاحها. وبدلاً من النصائح العامة، فإنه يستعرض الأسباب الأكثر شيوعًا لعدم تشغيل مسبار CNC ويشرح كيفية حلها في بيئة الإنتاج.
كيفية تشغيل مسبار CNC
قبل استكشاف الأعطال وإصلاحها، من المفيد فهم ما يحدث أثناء دورة السبر. عندما يلامس القلم سطحًا ما، تتحرك الآلية الداخلية قليلاً. تولد هذه الحركة إشارة زناد، والتي يتم إرسالها إلى وحدة تحكم CNC. ثم تسجل وحدة التحكم الموضع وتوقف حركة السبر.
في حالة فشل أي جزء من هذه السلسلة، لن يتم تشغيل مسبار CNC. قد لا يتحرك القلم بحرية، أو قد لا تصل الإشارة إلى وحدة التحكم، أو قد لا تتعرف وحدة التحكم على الإدخال. نظرًا لوجود العديد من المكونات المعنية، لا تكون المشكلة واضحة دائمًا للوهلة الأولى.
في التصنيع الآلي عالي التردد، يكرر المسبار هذه العملية باستمرار. تعتمد إجراءات إعداد الأدوات، ومحاذاة القِطع، ودورات القياس جميعها على التشغيل المتسق. حتى التأخير البسيط أو الإشارة المفقودة يمكن أن تتسبب في حدوث أخطاء.
الأسباب الشائعة وراء عدم تشغيل مسبار CNC
عندما يكون مسبار CNC غير مسبب، فإن السبب عادةً ما يقع في أحد المجالات التالية.
التقييد الميكانيكي هو أحد أكثر القيود الميكانيكية شيوعًا. يمكن أن تتجمع البُرادة أو بقايا سائل التبريد أو الغبار الناعم حول مقعد الإبرة. وهذا يمنع المسبار من التحرك بشكل صحيح عندما يلمس الجزء.
يعد تلف القلم مشكلة أخرى متكررة. قد يبدو القلم المثني قليلاً قابلاً للاستخدام، ولكن نقطة الزناد تصبح غير متناسقة. يحدث هذا غالبًا بعد حدوث تصادم بسيط.
تحدث أيضًا مشاكل في الإشارة الكهربائية. يمكن أن يمنع الكابل التالف أو الموصل المفكوك أو الإشارة اللاسلكية الضعيفة وصول المشغل إلى وحدة التحكم.
يجب أيضًا مراعاة أخطاء المعلمة أو الماكرو. قد يعمل المسبار بشكل صحيح، ولكن قد لا يقرأ الجهاز إشارة الإدخال الصحيحة.
تلعب العوامل البيئية دورًا في بعض الأحيان أيضًا. يمكن أن يؤثر الاهتزاز الشديد أو التداخل الكهربائي أو تلوث سائل التبريد على أداء المسبار.
الخطوة 1: فحص مسبار CNC وتنظيفه
الخطوة الأولى هي دائمًا الفحص البصري. فالعديد من المشاكل المسببة للتشغيل ناتجة عن التلوث وليس عن عطل في الأجهزة.
قم بإزالة المسبار إذا أمكن وفحص الإبرة بعناية. ابحث عن بُرادة أو سائل تبريد جاف أو أوساخ حول منطقة التلامس. حتى الجسيمات الصغيرة يمكن أن تتداخل مع الحركة.
استخدم هواءً مضغوطًا نظيفًا لإزالة البقايا السائبة. امسح جسم المجس بقطعة قماش خالية من الوبر. إذا كانت البقايا موجودة، استخدم الكحول باعتدال لتنظيف السطح. تجنب دفع القلم جانبًا أثناء التنظيف.
بعد إعادة تركيب المسبار، اختبره يدويًا. في العديد من الحالات، يستعيد التنظيف التشغيل الطبيعي على الفور.
الخطوة 2: التحقق من القلم والحركة الميكانيكية
إذا لم يساعد التنظيف، فافحص القلم عن كثب. تأكد من أنه مستقيم ومثبت بإحكام. يمكن للقلم غير المثبت بإحكام أن يصدر إشارات غير متناسقة.
قم بتحريك القلم برفق باليد. يجب أن يتحرك بسلاسة ويعود إلى موضعه الأصلي. يشير أي التصاق أو حركة غير متساوية إلى وجود مشكلة ميكانيكية.
إذا كان القلم قيد الاستخدام لفترة طويلة، فقد يؤدي استبداله إلى حل المشكلة. يكون تآكل القلم تدريجيًا، وغالبًا ما يتدهور الأداء قبل ظهور التلف المرئي.
الخطوة 3: التحقق من توصيلات الكابلات والإشارات
إذا استمر عدم تشغيل المسبار، افحص مسار الإشارة. بالنسبة لمسابير CNC السلكية، افحص الكابل من المسبار إلى الواجهة أو وحدة التحكم. ابحث عن وجود عازل تالف أو موصلات مفكوكة أو مسامير مثنية.
استخدم شاشة تشخيص الماكينة لمراقبة إدخال المسبار. قم بتشغيل القلم يدويًا ولاحظ ما إذا كان الإدخال يتغير أم لا. إذا لم تكن هناك استجابة، فمن المحتمل أن تكون المشكلة في الأسلاك أو الواجهة.
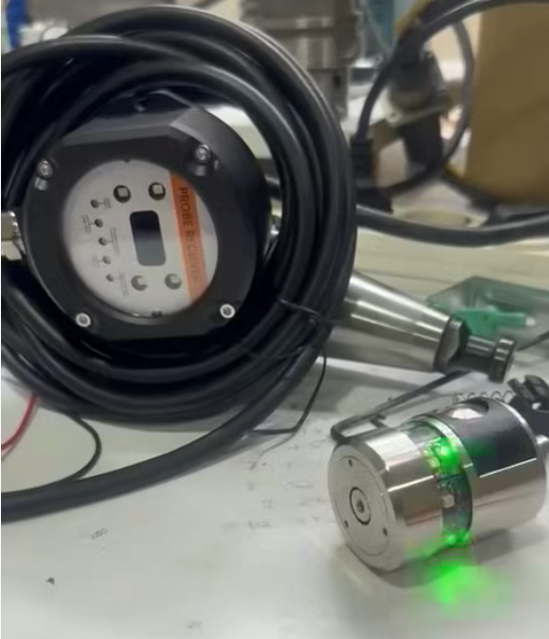
بالنسبة للمسابير اللاسلكية، تحقق من محاذاة البطارية وجهاز الاستقبال. يمكن أن يؤدي انخفاض جهد البطارية إلى تقليل قوة الإشارة والتسبب في تشغيل متقطع.
تأكد أيضًا من أن جهاز الاستقبال يعمل بالطاقة ومتصل بشكل صحيح بوحدة التحكم CNC.
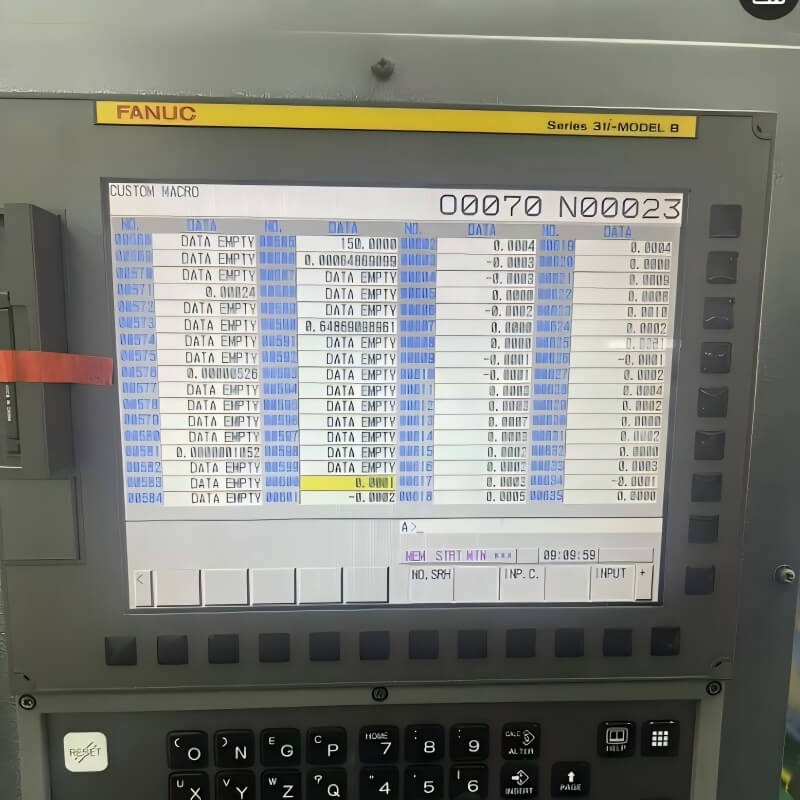
الخطوة 4: تأكيد معلمات مسبار التحكم الرقمي CNC وإعدادات الماكرو
أحيانًا يتم تشغيل مسبار CNC، لكن وحدة التحكم لا تتعرف على الإشارة. يشير هذا عادةً إلى وجود مشكلة في المعلمة أو الماكرو.
تحقق من رقم إدخال المسبار في معلمات الماكينة. تأكد من أن وحدة التحكم تراقب الإشارة الصحيحة. إذا كان تعيين الإدخال خاطئًا، سيظهر المسبار غير نشط.
راجع ماكرو السبر أيضًا. يمكن أن تمنع معدلات التغذية غير الصحيحة أو قيم المهلة القصيرة أو عمليات التحقق من الإشارة المفقودة من التشغيل السليم.
إذا بدأت المشكلة بعد تحديث البرنامج أو إعادة تعيين المعلمات، فإن هذه الخطوة مهمة بشكل خاص.
الخطوة 5: إعادة معايرة مسبار CNC
قد يتطلب المسبار الذي يتم تشغيله بشكل غير متسق إعادة المعايرة. بمرور الوقت، تؤثر التحولات الطفيفة في القلم أو الآلية الداخلية على الدقة.
قم بتشغيل دورة معايرة المسبار باستخدام كرة مرجعية أو أداة معايرة. اتبع الإجراء الموصى به لجهازك.
بعد المعايرة، اختبر إمكانية التكرار عن طريق سبر نفس السطح عدة مرات. يجب أن تظل النتائج متسقة. إذا اختلفت، فيجب إجراء المزيد من الفحص.
تعمل المعايرة المنتظمة على تحسين كل من الدقة وموثوقية الزناد.
الخطوة 6: تقليل التداخل الكهربائي والبيئي
إذا ظهرت المشكلة بشكل متقطع، فقد تكون الظروف البيئية تؤثر على إشارة المسبار.
افحص تأريض الماكينة. قد يؤدي سوء التأريض إلى حدوث ضوضاء كهربائية. احرص على توجيه كابلات الإشارة بعيدًا عن خطوط الطاقة العالية عند الإمكان.
يمكن أن يؤثر الاهتزاز أيضًا على التشغيل. تجنب السبر أثناء عمليات التخشين الثقيلة. إذا لزم الأمر، قم بجدولة دورات السبر بعد توقف القطع.
بالنسبة للأنظمة اللاسلكية، قد يؤدي التداخل من المعدات القريبة إلى إضعاف الإشارة. وغالباً ما يؤدي تغيير موضع جهاز الاستقبال إلى تحسين الاستقرار.
منع مشاكل تشغيل مسبار CNC في المستقبل
تساعد الصيانة الوقائية على تجنب المشاكل المتكررة. تنظيف الإبرة بانتظام، خاصةً في بيئات سائل التبريد الثقيل. افحص الكابلات بحثًا عن التآكل واستبدلها قبل حدوث عطل.
تجنب استخدام أسنان طويلة بشكل غير ضروري، لأنها تقلل من الصلابة. استخدم معدلات تغذية مناسبة للسبر لتقليل الإجهاد الميكانيكي.
إعادة معايرة المسبار بشكل دوري، خاصةً في التطبيقات عالية الاستخدام. تعمل الصيانة المستمرة على تحسين الموثوقية وتقليل وقت التعطل.
متى تطلب الدعم المهني
إذا استمر عدم تشغيل مسبار CNC بعد التنظيف وفحص الأسلاك والتأكد من المعلمات وإعادة المعايرة، فقد يكون هناك تلف داخلي. قد تتطلب إلكترونيات المسبار أو جهاز الاستقبال فحصًا احترافيًا.
تشير الأعطال المتكررة، أو الإشارات المتأخرة، أو التشغيل غير المتسق عادةً إلى وجود مشاكل أعمق. عند هذه النقطة، يوصى بالاتصال بالشركة المصنعة أو مزود الخدمة.
في بعض الحالات، تعمل الترقية إلى مسبار أحدث للماكينات بنظام التحكم الرقمي على تحسين الموثوقية، خاصةً في بيئات التصنيع الآلي عالية التردد.
الخاتمة
عادةً ما يكون سبب عدم تشغيل مسبار ماكينة التحكم الرقمي CNC هو التلوث، أو مشاكل في الأسلاك، أو أخطاء في المعلمات، أو التآكل الميكانيكي. من خلال فحص كل منطقة خطوة بخطوة، يمكن حل معظم المشاكل بسرعة.
يساعد التنظيف المنتظم، والمعايرة المناسبة، والإعداد الدقيق في الحفاظ على أداء المجس المستقر. من خلال الصيانة المستمرة، يمكن لمسبار التحكم الرقمي باستخدام الحاسب الآلي تقديم قياسات موثوقة ودعم التصنيع الآلي الفعال.
