
Índice
Introdução
Um apalpador CNC que não dispara pode interromper um processo de maquinagem estável. A máquina desloca-se para a superfície, o apalpador toca na peça e o controlo espera por um sinal que nunca chega. Nesse momento, o ciclo pára, os desvios não são actualizados e o operador tem de intervir.
Esta situação é comum em oficinas onde o apalpador CNC é utilizado frequentemente para o ajuste de ferramentas, alinhamento de peças e medição durante o processo. Quanto mais frequentes forem os ciclos de apalpação, mais visíveis se tornam os pequenos problemas de fiabilidade. Uma ligação solta, uma pequena contaminação ou ruído de sinal podem não causar problemas imediatamente, mas com o tempo levam a um acionamento inconsistente.
Este guia centra-se em passos práticos de resolução de problemas. Em vez de conselhos gerais, ele percorre as razões mais comuns pelas quais uma sonda CNC não está a disparar e explica como resolvê-las num ambiente de produção.
Como é que uma sonda CNC dispara
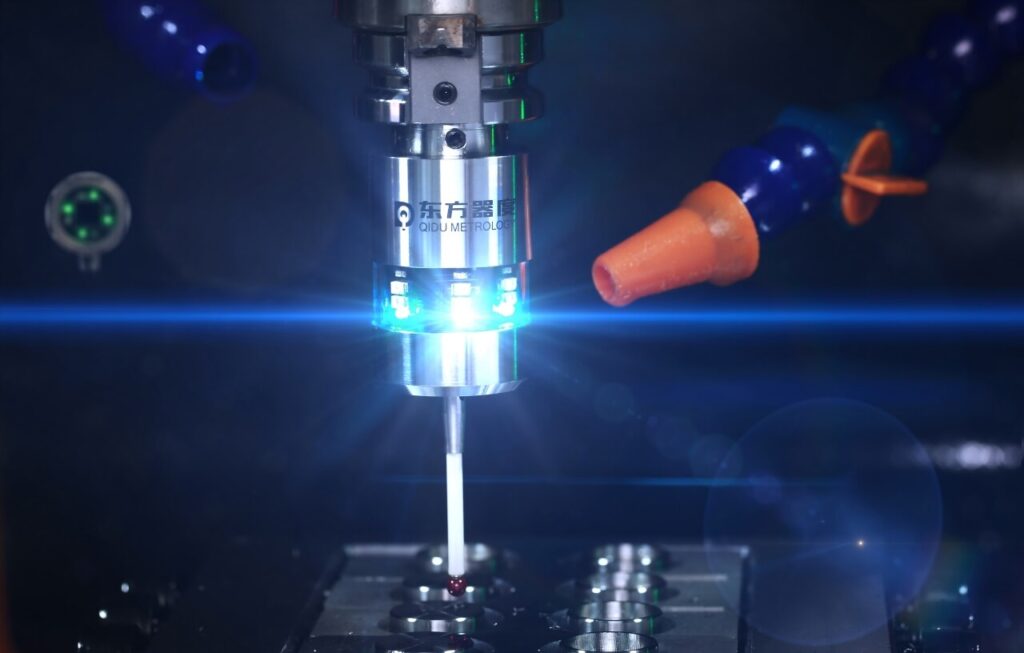
Antes de resolver o problema, é útil compreender o que acontece durante um ciclo de apalpação. Quando o apalpador entra em contacto com uma superfície, o mecanismo interno move-se ligeiramente. Esse movimento gera um sinal de disparo, que é enviado para o controlo CNC. O controlo regista então a posição e pára o movimento de apalpação.
Se alguma parte desta cadeia falhar, o apalpador CNC não será acionado. O apalpador pode não se mover livremente, o sinal pode não chegar ao controlo, ou o controlo pode não reconhecer a entrada. Como estão envolvidos vários componentes, o problema nem sempre é óbvio à primeira vista.
Na maquinação de alta frequência, o apalpador repete este processo constantemente. As rotinas de ajuste da ferramenta, o alinhamento da peça e os ciclos de medição dependem todos de um acionamento consistente. Mesmo um pequeno atraso ou um sinal perdido pode causar erros.
Razões comuns pelas quais uma sonda CNC não está a disparar
Quando um Sonda CNC não está a ser ativado, a causa é normalmente uma das seguintes.
A restrição mecânica é uma das mais comuns. Lascas, resíduos de refrigerante ou pó fino podem acumular-se à volta do assento da ponta. Isto impede que o apalpador se mova corretamente quando toca na peça.
A danificação da agulha é outro problema frequente. Uma caneta ligeiramente dobrada pode ainda parecer utilizável, mas o ponto de disparo torna-se inconsistente. Isto acontece frequentemente após uma pequena colisão.
Também ocorrem problemas de sinal elétrico. Um cabo danificado, um conetor solto ou um sinal sem fios fraco podem impedir que o disparador chegue ao controlo.
Os erros de parâmetros ou de macros também devem ser considerados. A sonda pode estar a funcionar corretamente, mas a máquina pode não estar a ler o sinal de entrada correto.
Por vezes, os factores ambientais também desempenham um papel importante. Vibrações fortes, interferências eléctricas ou contaminação do líquido de refrigeração podem afetar o desempenho da sonda.
Passo 1: Inspecionar e limpar a sonda CNC
O primeiro passo é sempre uma inspeção visual. Muitos problemas de ativação são causados por contaminação e não por falha de hardware.
Retirar a sonda, se possível, e verificar cuidadosamente a haste de apalpação. Procure lascas, líquido de refrigeração seco ou sujidade à volta da área de contacto. Mesmo uma pequena partícula pode interferir com o movimento.
Utilize ar comprimido limpo para remover os detritos soltos. Limpe o corpo da sonda com um pano que não largue pêlos. Se existirem resíduos, utilizar álcool com moderação para limpar a superfície. Evitar empurrar a caneta para o lado durante a limpeza.
Depois de reinstalar a sonda, testá-la manualmente. Em muitos casos, a limpeza restabelece imediatamente o disparo normal.
Passo 2: Verificar a caneta e o movimento mecânico
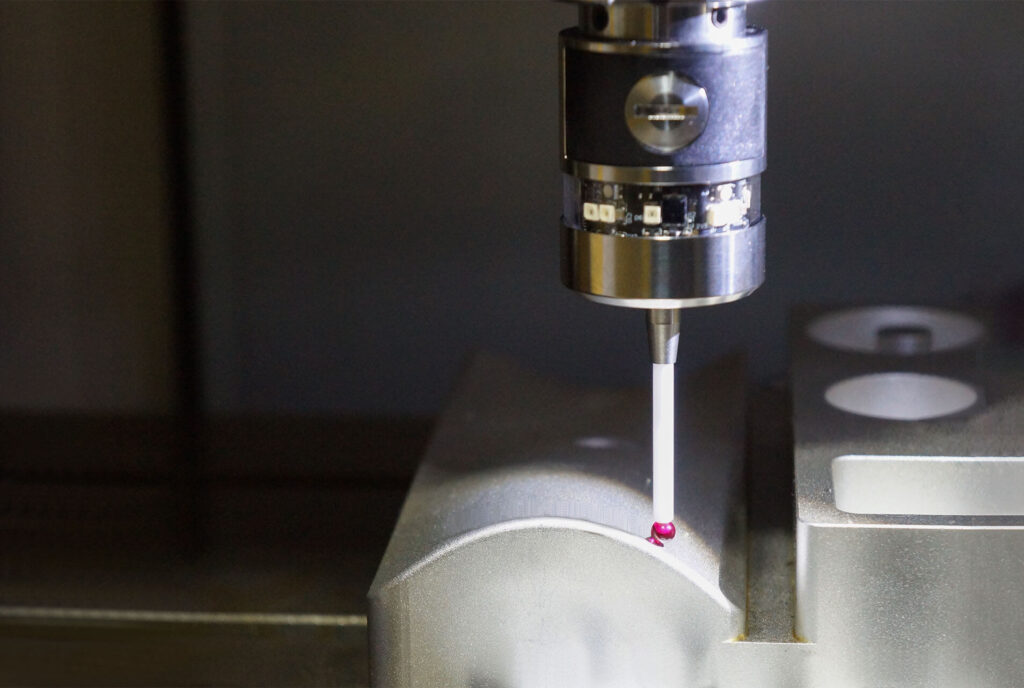
Se a limpeza não ajudar, examinar o caneta mais de perto. Confirme se está direita e bem montada. Uma agulha solta pode criar sinais inconsistentes.
Desviar suavemente a caneta com a mão. Esta deve mover-se suavemente e regressar à sua posição original. Qualquer movimento irregular ou de colagem indica um problema mecânico.
Se a caneta tiver sido utilizada durante muito tempo, a sua substituição pode resolver o problema. O desgaste da caneta é gradual, e o desempenho muitas vezes degrada-se antes de aparecerem danos visíveis.
Passo 3: Verificar as ligações dos cabos e dos sinais
Se a sonda continuar a não disparar, verifique o percurso do sinal. Para sondas CNC com fios, inspeccione o cabo da sonda para a interface ou controlador. Procure por isolamento danificado, conectores soltos ou pinos dobrados.
Utilizar o ecrã de diagnóstico da máquina para monitorizar a entrada do apalpador. Acionar manualmente o apalpador e observar se a entrada se altera. Se não houver resposta, é provável que o problema esteja na cablagem ou na interface.
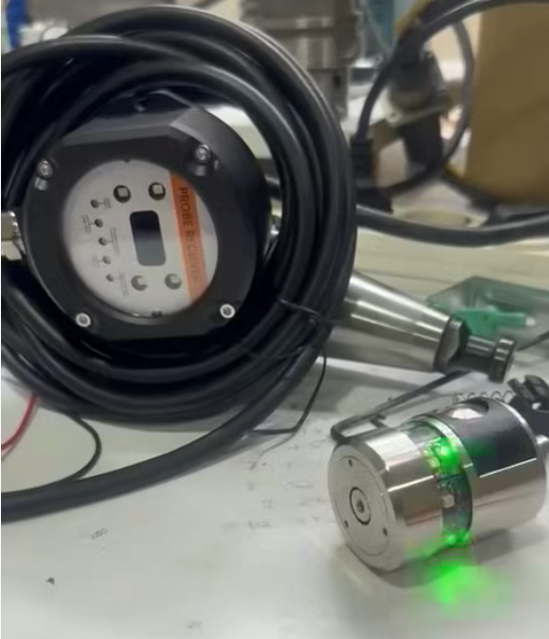
Para sondas sem fios, verifique o alinhamento da bateria e do recetor. A baixa tensão da bateria pode reduzir a intensidade do sinal e causar disparos intermitentes.
Confirme também que o recetor está alimentado e corretamente ligado ao controlo CNC.
Passo 4: Confirmar os parâmetros da sonda CNC e as definições de macro
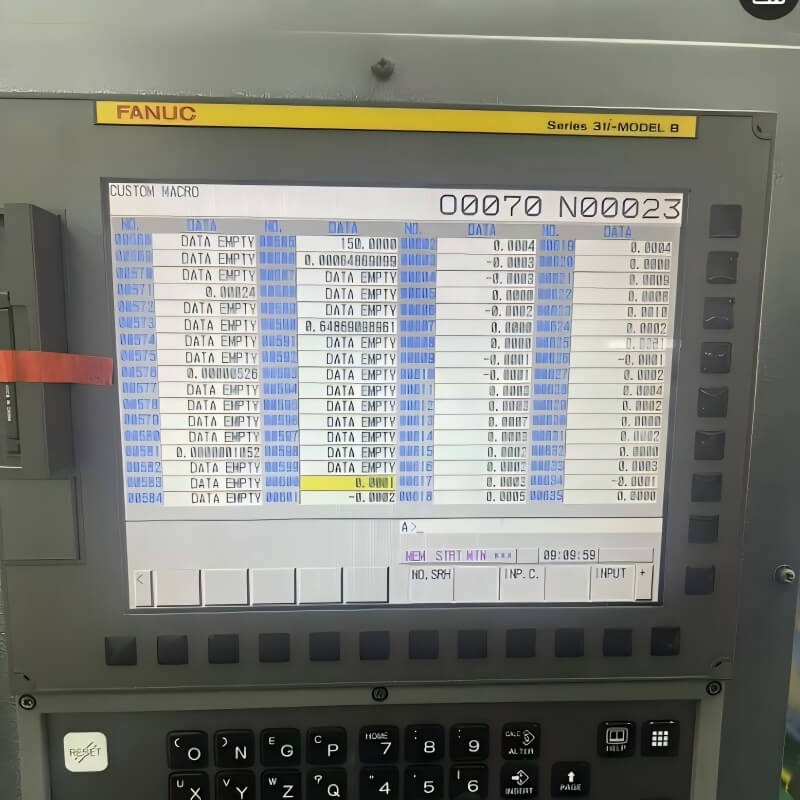
Por vezes, a sonda CNC está a disparar, mas o controlo não está a reconhecer o sinal. Isto geralmente indica um problema de parâmetro ou macro.
Verificar o número de entrada da sonda nos parâmetros da máquina. Assegurar-se de que o controlo está a monitorizar o sinal correto. Se o mapeamento da entrada estiver errado, a sonda aparecerá inativa.
Rever também a macro de sondagem. Taxas de alimentação incorrectas, valores de timeout curtos ou verificações de sinal em falta podem impedir o acionamento correto.
Se o problema tiver começado após uma atualização de software ou uma reposição de parâmetros, este passo é especialmente importante.
Passo 5: Recalibrar a sonda CNC
Uma sonda que dispara de forma inconsistente pode necessitar de ser recalibrada. Com o passar do tempo, pequenas alterações na caneta ou no mecanismo interno afectam a precisão.
Executar o ciclo de calibração da sonda utilizando uma esfera de referência ou uma ferramenta de calibração. Siga o procedimento recomendado para a sua máquina.
Após a calibração, testar a repetibilidade, sondando a mesma superfície várias vezes. Os resultados devem manter-se consistentes. Se variarem, é necessária uma inspeção adicional.
A calibração regular melhora a precisão e a fiabilidade do gatilho.
Passo 6: Reduzir a interferência eléctrica e ambiental
Se o problema aparecer de forma intermitente, as condições ambientais podem estar a afetar o sinal da sonda.
Verificar a ligação à terra da máquina. Uma ligação à terra deficiente pode introduzir ruído elétrico. Assegurar que os cabos de sinal são encaminhados para longe de linhas de alta potência, sempre que possível.
A vibração também pode afetar o disparo. Evite sondar durante operações de desbaste pesado. Se necessário, programe ciclos de apalpação após paragens de corte.
Nos sistemas sem fios, a interferência de equipamentos próximos pode enfraquecer o sinal. O reposicionamento do recetor melhora frequentemente a estabilidade.
Prevenção de futuros problemas de acionamento do apalpador CNC
A manutenção preventiva ajuda a evitar problemas recorrentes. Limpe a haste de apalpação regularmente, especialmente em ambientes com muito líquido de refrigeração. Inspecionar os cabos quanto a desgaste e substituí-los antes de falharem.
Evitar a utilização de pontas desnecessariamente longas, uma vez que reduzem a rigidez. Utilizar taxas de avanço de sonda adequadas para minimizar o stress mecânico.
Recalibrar a sonda periodicamente, especialmente em aplicações de utilização elevada. Uma manutenção consistente aumenta a fiabilidade e reduz o tempo de inatividade.
Quando procurar apoio profissional
Se a sonda CNC continuar a não disparar após a limpeza, verificação da cablagem, confirmação dos parâmetros e recalibração, poderá haver danos internos. A eletrónica da sonda ou o recetor podem necessitar de uma inspeção profissional.
Falhas repetidas, sinais atrasados ou acionamento inconsistente indicam normalmente problemas mais profundos. Nessa altura, recomenda-se que contacte o fabricante ou o fornecedor de serviços.
Em alguns casos, a atualização para uma sonda CNC mais recente melhora a fiabilidade, especialmente em ambientes de maquinagem de alta frequência.
Conclusão
Uma sonda CNC que não dispara é normalmente causada por contaminação, problemas de cablagem, erros de parâmetros ou desgaste mecânico. Ao verificar cada área passo a passo, a maioria dos problemas pode ser resolvida rapidamente.
A limpeza regular, a calibração correta e a configuração cuidadosa ajudam a manter o desempenho estável da sonda. Com uma manutenção consistente, uma sonda CNC pode fornecer medições fiáveis e apoiar uma maquinação eficiente.
